

What Measure of Mixing or Size of Mixer Do I Need?
Once the role of mixing in your process is understood, you must then analyze your requirements to identify the right mixer size to optimize your process.
Outdated rules of thumb about mixer sizing methods (based on mixing intensity) still circulate in the wastewater industry today. A critical review reveals that alleged “required” levels of mixing intensity expressed in, for example, W/m3, hp/103, 106 US gal, or hp/1000 ft3, are simply not well enough defined.
Furthermore, mixer design methods based on mixing intensity are based on a variety of mixing technologies, and on out-of-date mixing requirements. Neither primary flow rate nor power specification are reliable mixer sizing parameters for flow controlled mixing.
These outdated recommendations lack precision. They are either very wide-ranging or subject to large variations, depending not only on the process mixing duties, but also on the upstream process operation, efficiency of the mixer technology, tank design, flow rates, etc.
The Thrust Concept
Mixing systems designed for biological treatment and sludge handling based on the thrust concept using Flygt submersible mixers have been shown to require only a fraction of the intensities calculated by outdated methods.
Most mixing systems generate abundant turbulence, but in flow controlled mixing applications the strength of the bulk flow controls mixing efficiency. The performance of a submersible mixer is measured by the total amount of the installed thrust (N/Newtons) produced, which creates the strength of the bulk flow. This thrust concept is endorsed in the ISO 21630 international standard.
For many operations, mixing boils down to generating a hydrodynamic state that secures blending, solids suspension and solids distribution. You are likely to use impeller or jet mixers to accomplish this.
The hydrodynamic state, or state of flow, in your process depends on the thrust and position/orientation of your mixer(s). Dimensioning and layout are critical factors in maximizing mixer performance. A submersible mixer’s jet can be positioned to develop over a long distance, and can be adapted to the shape of the tank. This ensures the creation of maximum bulk flow.
You may ask “If I can locate my mixer in an optimum way, how much thrust do I need?” Your Xylem engineer will make a detailed design calculation based on your specific process, but you can easily estimate the needed thrust yourself, as below.
Mixer Sizing Calculation (Estimated)
First calculate the wet surface area of your tank (the areas of the bottom and walls that are wet in operation). If your tank is covered and filled completely, include the ceiling surface area in your calculation.
The thrust optimally required to generate the mixing flow state is equal to the wet area times the shear stress value given in Table 1.
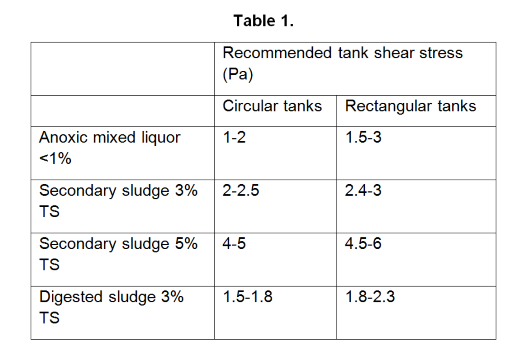
Shear stress between tank and fluid reduces the momentum of the flow, balancing the momentum provided by the mixer each second. The values in Table 1 are selected to maintain the required mixing flow state.
The medium-to-upper part of the intervals in Table 1 is chosen if:
- The tank is “long” (> 1.5 x width) or “tall” (> 0.8 x width).
- Screens are coarse (> 10 mm) and/or there is no primary settling.
Example
Let’s say your anoxic tank is 12 m X 6 m and the liquid level is 5 m. The inlet is in one corner and the outlet is in the opposite corner. Flow rates are normal, so sludge suspension and distribution are the most demanding mixing criteria.
The bottom area is 12 m x 6 m = 72 m2. The wet wall area equals the tank circumference times the liquid depth: (12 m + 6 m + 12 m + 6 m) x 5 m = 180 m2. The wet area is 72 m2 + 180 m2 = 252 m2.
For a rectangular tank, the tank shear stress range is 1.5 – 3 N/m2 (or Pa). Increase from 1.5 Pa if the tank is “long or tall”, and increase again if there was no primary settling or only coarse screens (> 10 mm) installed. The tank is long, but let’s assume the mechanical treatment is developed. Therefore, if we place shear stress at about 2 Pa, the required thrust for your anoxic zone is given by:
252 m2 x 2 Pa » 500 N.
The recommendations in Table 1 are in ranges, but using shear stress values has eliminated the effects of large variations in mixer energy efficiency. Deviation from these values may still occur due to local sludge specifics or very strong inflows requiring mixing.
If you have a complicated tank shape, or internals that cause an increased momentum loss, you may want to ask one of our engineers for assistance in determining mixer sizing for your application.
You may also ask about mixer sizing for oxidation ditches. Because of the importance of the integrated design of the aeration and mixing in ditches for optimum performance, we will cover that topic in future posts.