


When a Steam Trap failed open
Volume 6/ Issue 3/ October 2019
When a steam trap failed open, and allows live steam to pass by, it is easy, and convenient to ignore symptoms or place on our never-ending list of “things to do.” After all, what harm is it besides wasting little energy that cost a few bucks? The boiler is still running, building is heated, tenants are not complaining, and everything seems to be fine. However, a failed trap will cost you more than just the loss of a small amount of steam. It will cost you a lot more.
The Cost of Lost Steam
Let’s examine how a trap passing steam can affect the whole steam system. First, you need to determine how much the loss of steam really costs. Since the steam is being lost at saturation condition (0 psig from the vented tank receiver) we can determine amount of energy (Btus) that will not be recovered. 0 psig steam contains 970 Btu/lb. So, for every pound of steam we don’t recover, we lose 970 Btu’s. But we’re losing more than just that latent energy. This is only a part of energy wasting. We are also losing sensible energy. Having lost that pound of steam, we must now replace it with a pound of water and we have to add energy to the new water just to bring it up to saturation condition (for water it is approximately 1Btu/lb°F). Let’s say the water we are introducing is 60°F. Because we lost our steam through a vented receiver, we have to raise its temperature to 212°F. And because the steam we lost had already been treated, there is the additional cost of treating the new water. Now let’s see how much it can cost you.
Single trap with 3/8” orifice discharging 100 psig of steam to atmosphere will cause a steam loss of 652 lb./hr. Since each lb. of steam is equivalent to about 1,000 BTU/hr. Loss will be 652,000 BTU/hr.
On gas fired boiler, operating at 70% efficiency will produce about 70,000 BTU for each Therm of Natural Gas. The gas required to replace the lost of steam will then become 652,000 BTU/hr. ÷ 70,000 BTU/Therm. or 9.31 Therms per hour.
If Natural Gas cost $1.27/therm. (US average June 2018 bls.gov) the money wasted due to the faulty trap becomes $11.82/hr. (9.31 * 1.27). If the boiler is operating 241 days/year. October 1st – May 1st 10 hours/day it becomes $28,486/year.
The significance of these savings becomes rapidly higher when you consider that an even small steam system usually has several traps, and larger system can have more than 1,000 traps.
Other Effects of failed Traps
Having this information we are able to calculate the energy loss associated with losing steam through a bad trap. However, there are other indirect costs related to the failed trap that are more difficult to calculate. One is the damage caused by water hammer. As steam enters a condensate return line, there is the chance steam will mix with the condensate and some of the condensate may flash into steam and collapse into condensate, causing water hammer…remember this banging pipes? Water hammer can cause serious damage to steam system. One failed open steam trap may destroy the rest of the traps, (Remember when you are replacing a thermostatic element it is extremely important to replace all before restarting the system).

McDonnell & Miller float destroyed by water hammer
A failed trap can pressurize the return main resulting in insufficient differential pressure across other traps draining into the same main as the failed trap. Consequently, condensate will back up in the processes the traps are associated with. Someone will wrongly diagnose these traps as being defective, possibly even replacing a good trap and still not getting the desired results. Frustrating! Because the trap has no differential pressure due to the pressurized condensate line, there is also the possibility of water hammer occurring in the heat transfer device that cannot drain. Again, the mixing of steam and condensate can cause water hammer.
Higher Steam Temperatures Problems
This is not the last of the problems that a trap passing steam can cause. With steam passing through the trap, the return condensate is at a higher temperature, which sounds like we are saving energy by not having to add as much sensible heat to the condensate to bring it back up to saturation conditions. But the warmer the condensate is, the more flash steam. Even worse, the pumps will handle hotter condensate, and this can have a negative effect on the pump seals (Viton seal will only help in the short run). And, the higher the temperature, the less NPSH (Net Positive Suction Head) we will have available at our pump suction. Less NPSH available, increases the chance for cavitation to occur in our pump.

Impeller destroyed by cavitation
So, the indirect cost of a trap passing steam may be great. The best solution is to understand the operation of your traps, survey and test them on a regular basis, and repair or replace the traps when they fail. The cost will always be justifiable.
The next time you have problems, look at the whole system. Remember that even if the process is still working, a bad trap may actually cause other, more serious problems.
To determine if the trap failed open may require some special tools and some experience.
- Start your work with a plan. (It is always a good idea to have plan).
- Use tags to identify traps.
- Form to record trap data.
You will need to have test equipment. Thermometer (You can use an Infrared Thermometer), stethoscope or ultra-sound. Now you can start your traps testing.
Make sure the steam system is on. Use a thermometer to measure the inlet and outlet temperature. If the trap failed open the temperature reading will be the same. Use a stethoscope or ultra-sound device to listen for steam blowing through trap. If a trap failed open it will have a low pitch whistle. A steam trap working correctly will have a wet gurgling sound.
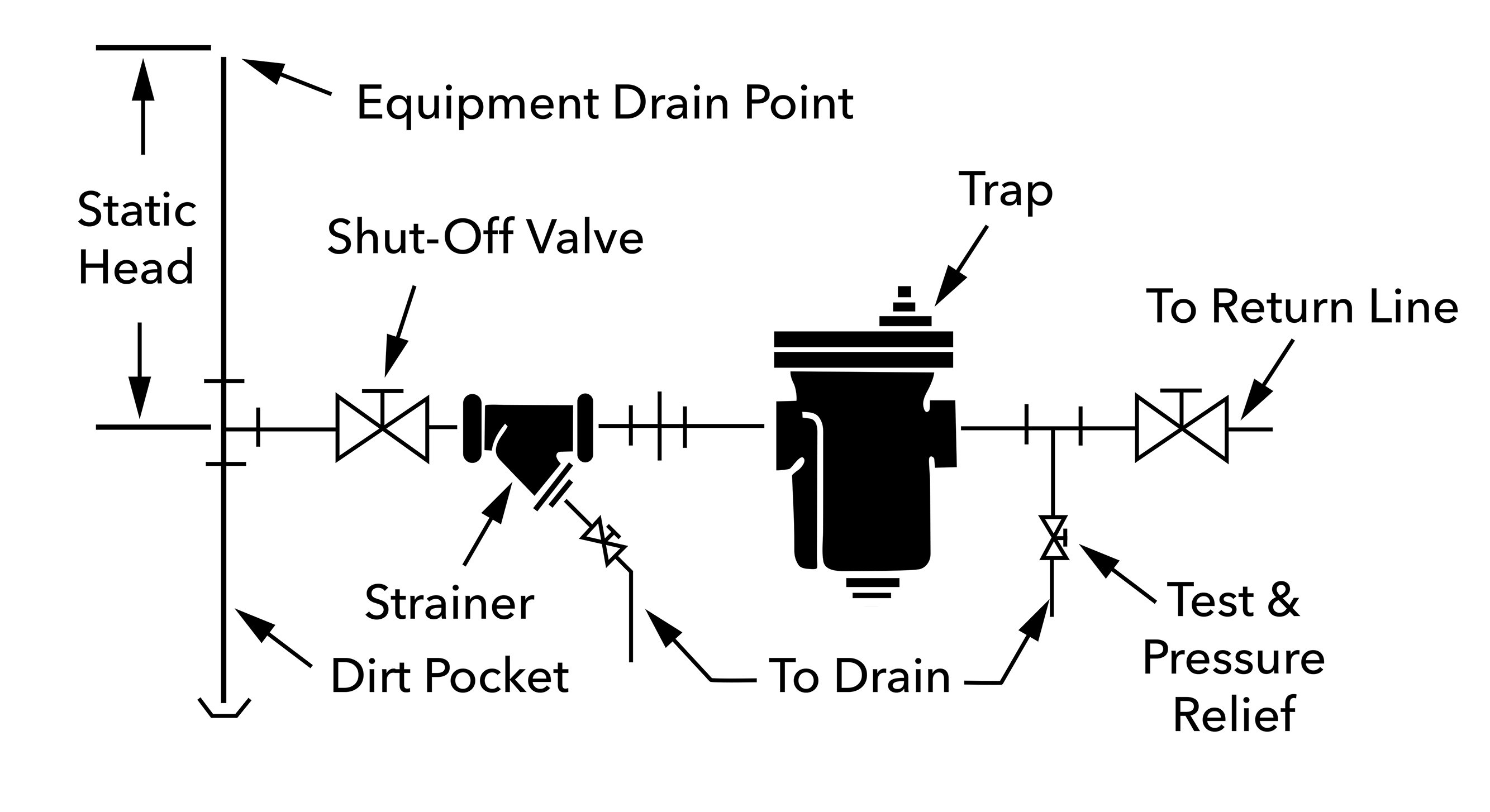
Below you can see typical trap installation. If your installation is equipped with a Test and Pressure Relief Valve you can use it to determine what passing traps steam or condensate.
 For help with any steam problems, contact your local Bell & Gossett sales representative. They have the answers to all of your questions.
For help with any steam problems, contact your local Bell & Gossett sales representative. They have the answers to all of your questions.
http://bellgossett.com/sales-service/